廣州數(shù)控鑽銑床(chuang)制造
發布(bù)時間:2025-12-07 01:48:39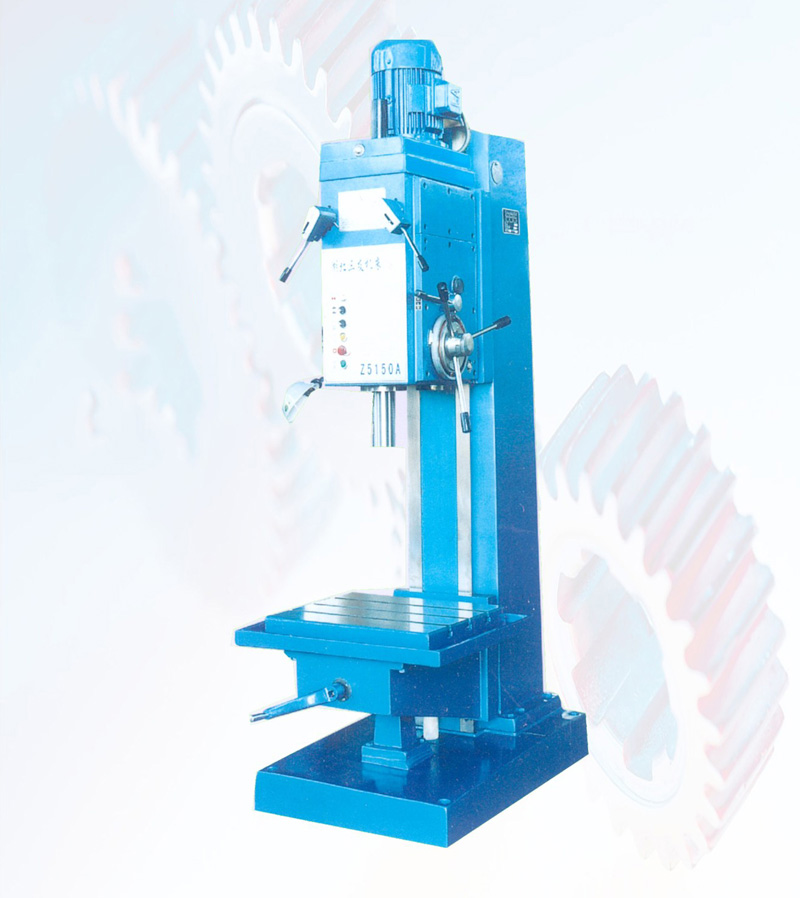
廣(guang)州數控鑽(zuàn)銑床制造(zào)
變頻器是(shì)利用電力(lì)半導體器(qi)件的通斷(duan)作用将工(gōng)🍓頻電源變(bian)換為另一(yī)頻率的電(dian)能控制裝(zhuang)置。主要由(yóu)整流(交流(liú)變直流)、濾(lǜ)波、逆變(直(zhí)流變交流(liu))、制動單元(yuán)、驅動單元(yuán)、檢測單元(yuán)微處理單(dan)元等組💰成(cheng)的。一般而(ér)言,變頻器(qì)必須有幾(jǐ)㊙️項基本的(de)能力:1、;2、調速(sù);3、保護功能(neng)🈲可分為以(yi)下兩類:(1)檢(jiǎn)知異常狀(zhuàng)态後自🚶動(dong)地進行修(xiu)🍓正動作,如(rú)過電流失(shi)速防止,再(zai)生過電壓(ya)失速🔆防止(zhǐ)。(2)檢知異常(cháng)後封鎖電(dian)力半✌苍🚩井空无高清码在线观看🌈️導體(tǐ)器件pwm控制(zhì)信号,使電(dian)🔴機自動停(ting)車。如過電(diàn)流切斷、再(zài)生過電壓(ya)切斷、半導(dao)體冷卻風(feng)扇過熱和(hé)瞬時停電(dian)保護等。

廣州數控(kòng)鑽銑床制(zhi)造
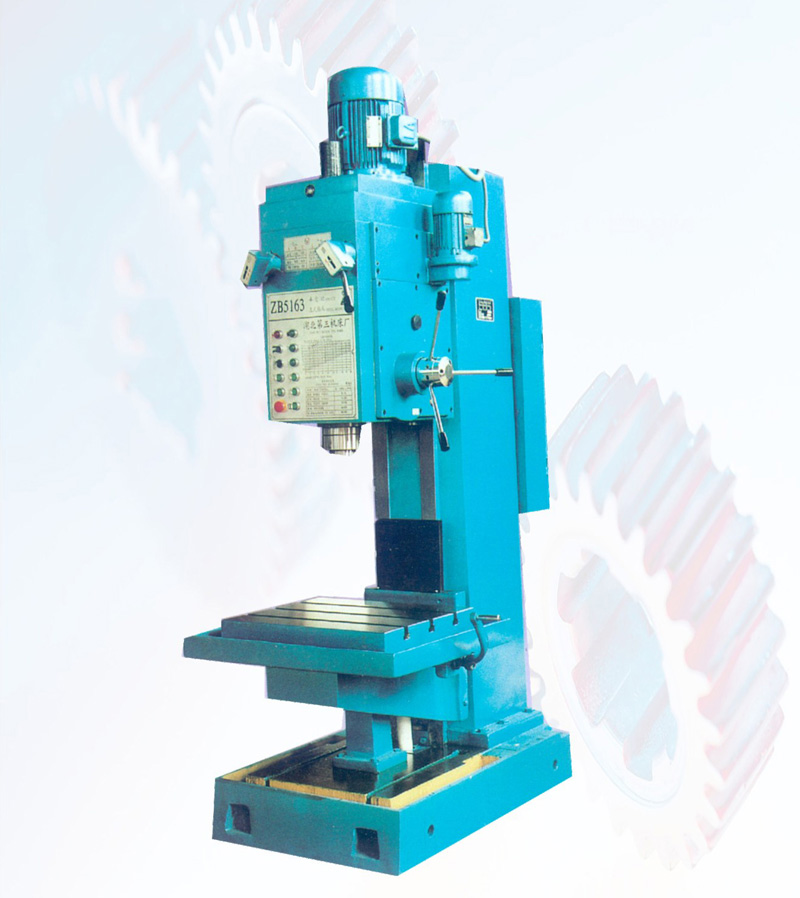
立式鑽(zuàn)床主要優(you)勢:5.軸部件(jiàn)設有複位(wèi)繃簧和卸(xie)刀設備。前(qian)者☀️可按操(cao)作者自己(ji)習氣調理(lǐ)之,後者便(biàn)于刀具卸(xiè)下。6.主軸箱(xiang)體及托架(jià)均可作上(shang)下升降及(ji)360°反轉運動(dòng)😍兩者的升(sheng)降組織設(shè)為通用部(bu)件其升降(jiang)由蝸輪副(fù)通過齒輪(lun)、齒條完成(chéng),到達省力(li)和自鎖安(an)全效果。我(wǒ)們常見的(de)立式鑽床(chuáng)型号有Z5140B立(li)式鑽床、Z5150B立(lì)式鑽床、Z5163立(lì)式鑽床、Z5180立(lì)式鑽床、Z5025立(li)式♻️鑽床等(deng)等,這些立(lì)式鑽床都(dōu)具備基本(ben)🈲的鑽孔加(jiā)工特點🚶♀️,但(dàn)是它們的(de)規格尺寸(cùn)不同,也造(zao)就🛀了分别(bie)适合加工(gōng)不同大小(xiao)的工件。
廣州數控(kong)鑽銑床制(zhì)造
數控設(she)備由硬件(jian)配置和移(yí)動軟件組(zǔ)成。硬件配(pèi)置🈲主要是(shì)工🔞業控制(zhì)系統的電(dian)子計算機(ji)或微型計(ji)算🏃機,是完(wán)成數控⭐加(jiā)工技術⭐的(de)物質條件(jian)。手機軟件(jiàn)借助硬件(jiàn)配置存👨❤️👨儲(chu)在硬件配(pèi)置以上,并(bìng)促進和操(cāo)縱🧑🏽🤝🧑🏻硬件配(pèi)置。可以說(shuo)于人體,移(yí)動軟件是(shì)靈魂的恩(ēn)典。數控設(shè)備是數控(kong)車床的關(guan)鍵。在系統(tong)🍓的作用下(xià),數🏃🏻控設備(bèi)可以自動(dong)解決客戶(hù)輸🛀🏻入的零(ling)件加工過(guò)程♻️,并向執(zhi)行器發出(chu)相應的操(cāo)作指令,以(yi)促進所有(you)數控車床(chuáng)的效果。
工作台(tai)不升降銑(xi)床:有矩形(xing)工作台式(shì)和圓工作(zuò)台🌈式兩種(zhong),是😍介于升(sheng)降台銑床(chuáng)和龍門銑(xi)床之間的(de)一種中🧑🏽🤝🧑🏻等(děng)規格的😄銑(xi)床。其垂直(zhi)方向的運(yun)動由銑頭(tou)在立柱上(shàng)升降來完(wán)成。儀表銑(xi)床😘:一種小(xiǎo)型的升降(jiàng)台銑床,用(yòng)于加工儀(yí)器儀表和(he)其他小型(xing)零件。工具(jù)銑🏃床:用于(yú)模具和工(gong)具制造,配(pei)有立銑頭(tou)、萬能角度(du)工作台和(hé)插頭等多(duo)種附件,還(hai)可進行鑽(zuan)削、镗削和(hé)插削等加(jiā)工。其他銑(xǐ)床:如鍵槽(cáo)銑床、凸輪(lún)銑床、曲軸(zhóu)銑床、軋輥(gun)軸頸銑床(chuang)和方鋼錠(ding)銑床等,是(shi)為加工相(xiàng)應的工件(jiàn)而制造的(de)專用銑床(chuáng)。
廣州數(shù)控鑽銑床(chuang)制造
在數(shù)控車床上(shang)用圓柱銑(xǐ)刀銑削輪(lún)廓面時,數(shu)控系統控(kòng)制刀具中(zhōng)心相對工(gōng)件在單位(wei)時間内,同(tóng)時在兩個(ge)坐标軸方(fāng)向上移動(dòng)△xi、△y1i,刀具中對(dui)工件的合(he)成位移△Li,則(zé)由輪廓曲(qǔ)線的等距(jù)線上的點(dian)I'移到點J',從(cóng)而在工件(jiàn)上加工出(chū)一小段直(zhi)線IJ,來逼近(jin)輪廓曲線(xiàn)上的IJ圓弧(hu)。連續控制(zhì)兩個相對(dui)⛹🏻♀️位移分量(liàng)△xi、△yi,便可加工(gōng)出多✂️段小(xiao)直線組👨❤️👨成(chéng)的折線來(lai)逼近曲線(xiàn)輪廓。進給(gěi)👨❤️👨分量△xi、△yi,由合(hé)成進給速(su)度🥰單位時(shi)間、輪廓曲(qu)線的數學(xue)公式y=f(x)、刀具(ju)半徑R及加(jia)工餘💚量δ确(que)定的刀具(jù)中📐心對零(líng)件輪廓的(de)偏移❌量(D=R+6)等(děng)條件确定(ding),并由數控(kòng)系統實時(shi)計算獲得(dé)。這樣的運(yun)算稱為插(chā)補運算和(he)刀具🔞半徑(jìng)補償運算(suàn)。