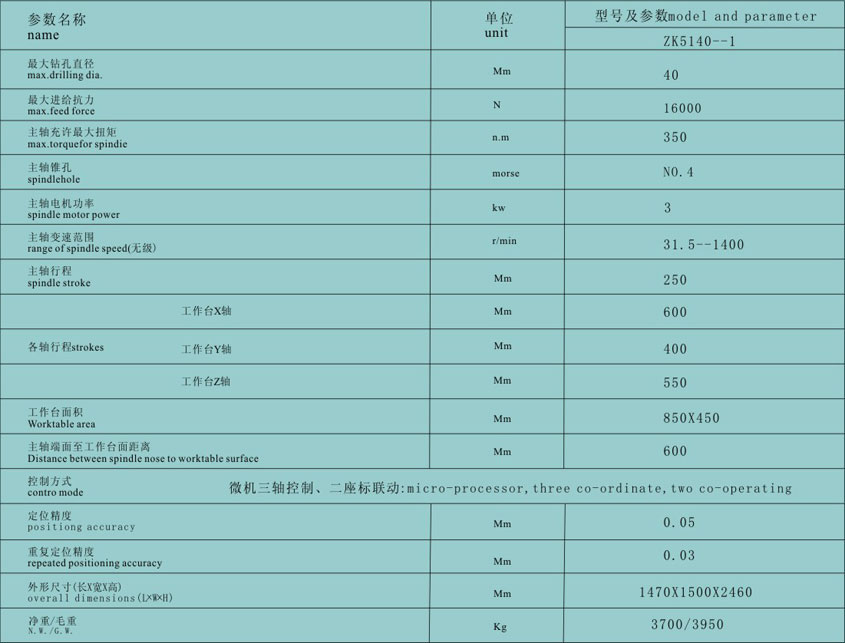
大連(lian)數控立(lì)式鑽床(chuáng)廠家供(gong)應
發布(bù)時間:2025-12-07 01:48:22
大(da)連數控(kong)立式鑽(zuan)床廠家(jia)供應
數(shù)控銑床(chuáng)銑削常(cháng)用銑刀(dao):鍵槽銑(xǐ)刀,鍵槽(cáo)銑刀即(ji)兩齒中(zhōng)心切削(xue)立銑刀(dao)。圓柱面(mian)上和端(duan)面上都(dou)有切削(xuē)刃,兼有(yǒu)鑽頭和(hé)立銑刀(dāo)的功能(néng)。端面刃(rèn)延至圓(yuán)中心,使(shǐ)立銑刀(dao)可以沿(yán)其軸向(xiang)鑽孔,切(qie)出鍵槽(cáo)深;又可(ke)以像立(li)銑刀,用(yong)圓柱面(miàn)⭐上刀刃(ren)銑削出(chū)鍵槽長(zhǎng)度。銑削(xuē)時,立銑(xi)刀先對(dui)工件鑽(zuàn)孔,然後(hou)沿工件(jian)軸線銑(xi)出鍵槽(cao)全長。鑽(zuan)銑刀,鑽(zuan)銑也稱(cheng)插銑♈,鑽(zuàn)銑是高(gao)效率切(qiē)除加工(gong)餘量✊的(de)加工方(fāng)法,常用(yong)于粗加(jiā)工。
大連(lián)數控立(lì)式鑽床(chuang)廠家供(gòng)應
銑削(xue)的進給(gěi)方法的(de)選擇:(1)銑(xi)削内槽(cao)時的進(jin)給路途(tú):龍門銑(xǐ)床加工(gong)工藝都(dou)選用平(ping)底立銑(xi)刀,銑削(xuē)的方法(fa)有行切(qie)法和🤩環(huan)切法及(ji)兩種方(fang)法混合(hé),這兩種(zhǒng)方法優(you)缺點是(shì)行切法(fa)會在銑(xi)削的起(qi)點👉和結(jié)束留下(xia)🈲殘留,表(biao)面粗糙(cao)度達不(bú)到要求(qiú),但進給(gěi)路🍉途短(duǎn);環切法(fǎ)能抵達(da)粗糙度(dù)要求,但(dàn)刀位點(dian)的核算(suan)比較複(fú)雜🔴。(2)銑削(xue)曲面歸(guī)納的進(jìn)給路途(tu):加👣工方(fāng)法通常(cháng)是用球(qiu)形刀,選(xuǎn)用行切(qiē)法進行(hang)加工,經(jing)過操控(kòng)刀具切(qiē)削時💞行(háng)間的距(jù)離來滿(mǎn)足🙇♀️工件(jian)加工精(jing)度的要(yào)‼️示。因為(wei)曲面鴻(hong)溝沒有(yǒu)其表面(miàn)的約束(shù),所以球(qiu)形刀從(cong)鴻👨❤️👨溝處(chu)開端切(qiē)入。
大連(lián)數控立(lì)式鑽床(chuáng)廠家供(gong)應
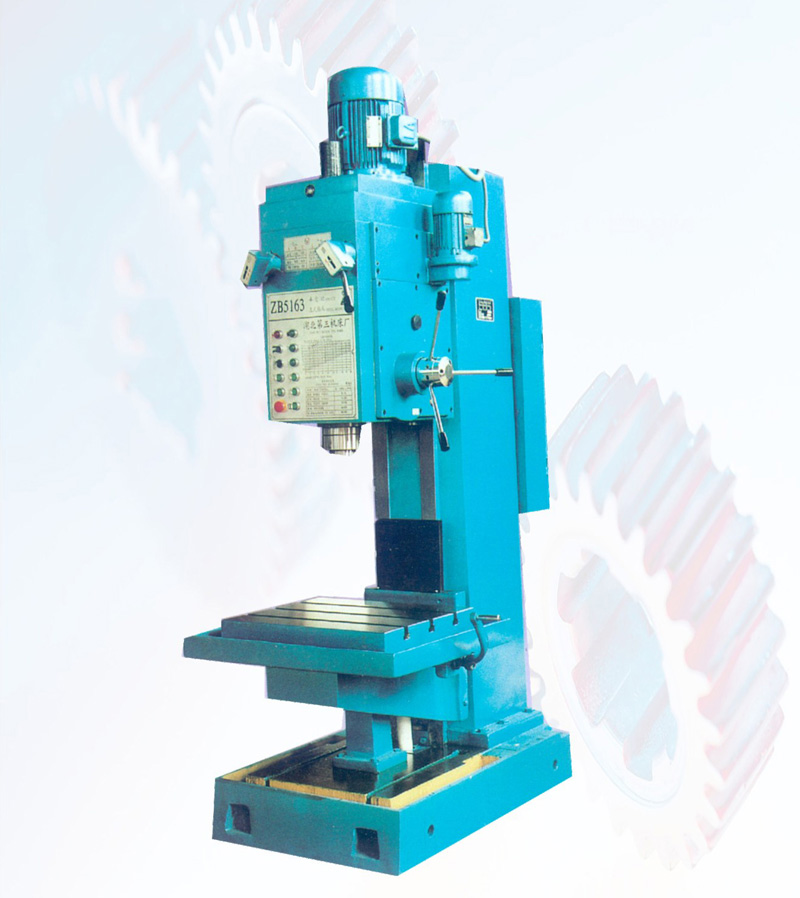
立式(shì)鑽床的(de)立柱的(de)外表面(miàn)很容易(yì)出現一(yī)些劃痕(hen)㊙️、齒痕,一(yi)般的劃(huà)痕深度(dù)在之間(jiān)的,要經(jing)過精刨(pao)操作,然(rán)後再進(jìn)行刮研(yán),還可以(yǐ)用鑄鐵(tie)冷焊或(huo)者鑲焊(hàn)的操作(zuò)對立柱(zhù)進行修(xiu)補。造成(chéng)立式鑽(zuan)床外表(biǎo)面出現(xian)的這些(xiē)劃痕是(shi)在加工(gong)工件的(de)時候産(chǎn)生的,各(gè)個導軌(guǐ)之間來(lái)回運動(dong)來完成(chéng)工件的(de)加工💰,就(jiu)避免不(bu)了一些(xiē)碰刮現(xiàn)🔞象🏃🏻,不僅(jin)僅照成(chéng)了立式(shì)鑽床立(lì)柱🍉的劃(huà)❗痕,也照(zhao)成了導(dao)軌外表(biao)面的劃(huà)痕,關于(yú)導軌外(wai)表面💚的(de)🍉劃痕的(de)修補方(fang)法也和(hé)立柱的(de)修補方(fāng)法差不(bú)多,但是(shì)要根據(jù)劃痕深(shen)度的大(da)小來具(ju)體分析(xī),不同的(de)深度要(yao)進行不(bú)同🏒的修(xiu)補方法(fa)。
立式鑽(zuan)床的優(yōu)點有很(hěn)多,首先(xiān)是鑽孔(kǒng)的力量(liang)較大,還(hai)可以進(jin)㊙️行各種(zhong)攻絲的(de)加工操(cāo)作,例如(ru)圓柱型(xíng)的立式(shì)🧑🏽🤝🧑🏻鑽床加(jia)工件時(shi)可以進(jìn)行左右(you)旋轉,對(dui)于加工(gōng)🌏工件來(lai)說也是(shì)十分便(biàn)捷的。然(rán)🈚後立式(shì)鑽床可(kě)以對工(gong)件進行(hang)孔加工(gōng)操作,立(lì)式鑽🌈床(chuang)在配套(tao)上相應(ying)的🔞機床(chuang)附件或(huo)🈲者不同(tóng)類型的(de)加工刀(dao)具,還可(ke)以完成(cheng)很多其(qi)他類型(xíng)的工件(jian)加工操(cāo)作。立式(shì)鑽床還(hai)可以對(duì)工件進(jin)㊙️行立銑(xǐ)和卧銑(xi)🏃🏻兩種加(jiā)工🤩功能(néng)。立式鑽(zuan)床的操(cao)作也比(bǐ)較通俗(sú)❄️易懂,不(bú)同的工(gōng)件✊的加(jia)工方式(shi)也是非(fei)常簡單(dan)明了,可(ke)🈚以批量(liang)對工件(jiàn)進行加(jiā)工操作(zuo)。立式鑽(zuàn)床可以(yi)在工件(jian)上進行(háng)鑽孔操(cao)作,而且(qiě)鑽💰孔的(de)效果也(ye)👄是非常(chang)好的,特(te)别是一(yī)些複雜(za)工件或(huò)者零♊件(jian)的孔加(jia)工操作(zuo)。
大連數(shu)控立式(shì)鑽床廠(chang)家供應(ying)
立式銑(xi)床是一(yī)種通用(yong)金屬切(qiē)削機床(chuáng),它主軸(zhou)錐孔可(ke)直接或(huo)經過附(fu)件安裝(zhuang)各種圓(yuan)柱銑刀(dao)、成型銑(xǐ)刀、端面(mian)銑刀、視(shì)點銑刀(dao)等刀具(ju),立式銑(xǐ)床銑頭(tóu)可在筆(bǐ)直平面(mian)🈲内順、逆(nì)時針調(diao)整 ±45°;X、Y、Z三方(fang)向機動(dong)㊙️進給;它(tā)主軸采(cai)用能耗(hào)制動,制(zhi)動轉矩(ju)大,中止(zhi)敏捷,牢(láo)靠。立式(shì)銑㊙️床的(de)結構:立(lì)式銑床(chuang)的結構(gòu)外部由(yóu)工作台(tai),主軸,升(shēng)降台,電(diàn)子尺,銑(xi)頭,基座(zuò)和開關(guan)組成。此(ci)外,立式(shì)銑床還(hai)有兩大(da)重要的(de)組成附(fù)件:平口(kou)鉗與銑(xǐ)刀。銑削(xuē)辦法:銑(xi)削辦法(fa)分為順(shùn)👣銑與逆(ni)銑。刀旋(xuan)轉方向(xiang)和工件(jiàn)的進給(gei)方向相(xiàng)反時稱(chēng)📞為逆銑(xi);相一起(qǐ)稱為順(shun)銑。
大連(lian)數控立(lì)式鑽床(chuáng)廠家供(gòng)應
數控(kong)銑床銑(xi)削常用(yong)銑刀-立(lì)銑刀①通(tōng)用立銑(xǐ)刀,從結(jie)構上分(fèn)為整體(ti)結構立(lì)銑刀和(he)鑲齒可(kě)轉位立(li)銑刀,饟(xiang)齒立銑(xǐ)刀又分(fen)為方肩(jiān)式和長(zhang)刃式,長(zhǎng)刃式也(ye)稱做玉(yù)米立銑(xi)刀。②圓角(jiao)立❌銑刀(dāo),當立銑(xi)刀端面(miàn)刃邊緣(yuan)具有刀(dao)尖圓角(jiao)r時,稱為(wei)圓角立(li)銑刀。立(li)銑刀的(de)刀尖🙇🏻圓(yuan)角半徑(jing)提高了(le)銑刀的(de)使用壽(shou)命,此類(lei)立銑刀(dāo)常用于(yu)加工槽(cáo)📞或型腔(qiang)的過渡(dù)圓角。③球(qiú)頭立銑(xi)刀,顯然(rán),如果中(zhōng)心⛹🏻♀️切削(xuē)圓角立(lì)銑刀的(de)圓角♊r,等(děng)于刀具(ju)半徑,則(ze)刀具端(duan)面刃為(wéi)球面,此(cǐ)時稱為(wei)球頭銑(xǐ)刀。通常(cháng)球頭銑(xi)刀的最(zuì)小尺寸(cùn)為$12R6mm,球頭(tou)立銑刀(dāo)由立銑(xǐ)刀發展(zhǎn)🌂而成,可(kě)以沿刀(dāo)具㊙️的軸(zhou)向切入(rù)工件,以(yi)及沿刀(dao)具徑向(xiang)切削,主(zhǔ)要用于(yú)加工三(sān)⚽維🚶♀️的型(xing)腔或凸(tū)凹模成(cheng)形表面(mian),也可以(yi)用于孔(kǒng)口倒角(jiǎo)和平🐕面(miàn)倒角。④倒(dao)角銑刀(dao)倒角銑(xǐ)刀用于(yú)工件邊(biān)角處倒(dǎo)角